วิธีการทดสอบสำหรับการประกันคุณภาพ
| วิธีการ | คุณลักษณะ | ข้อจำกัด | ความแม่นยำ | จะทำลาย | |
|---|---|---|---|---|---|
| ผิวเคลือบ | เนื้อวัสดุ | ||||
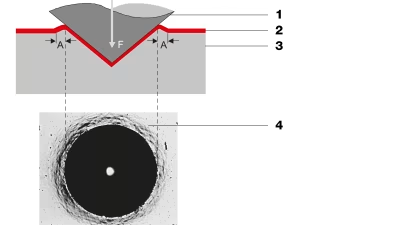
| การขัดถูแบบทรงกลม | ความหนาของการเคลือบ | รูปทรง, ความหยาบ | 0.3 - 0.5 ไมโครเมตร | ใช่ | ใช่ |
| XRF | ความหนาของผิวเคลือบ | รูปทรง, ส่วนประกอบ (องค์ประกอบ) | 0.3 - 0.5 ไมโครเมตร | ไม่ใช่ | ไม่ใช่ |
| ความแข็งร็อคเวลล์ (Rockwell hardness หรือ HRC) | ความแข็งของเนื้อวัสดุ | ความแข็งของเนื้อวัสดุ รูปทรง | ± 1 HRC | ใช่ | ใช่ |
| การทดสอบร็อคเวลล์ | การติดแน่นของผิวเคลือบ | ความแข็งของเนื้อวัสดุ รูปทรง | ± 0.5 ระดับ HF | ใช่ | ใช่ |
| การตรวจวัดสี | สีของการเคลือบ | พื้นผิวในระนาบ | ± 1 หน่วย CIELAB | ไม่ใช่ | ไม่ใช่ |
| เครื่องวัดความหยาบผิวชนิด Contact stylus profilometer | ความหยาบ | รูปทรง | * | ไม่ใช่ | ไม่ใช่ |
* ขึ้นอยู่กับเงื่อนไขการทดสอบ