Corrosion and vibratory wear subject engine blocks and cylinder heads in mining equipment to severe stress and wear. With new Oerlikon Metco developments, they can be reliably coated and salvaged to prolong service life and meet the targeted performance.

Milling Instead of Grinding
Engine blocks and cylinder heads are the core of any mining equipment engine. But corrosion and vibratory wear degrades their surfaces, so that these components need to be machined periodically. During this process, parent material is removed, and the stacking height of the engine is changed and seals can be impaired. Components require thermal spray coatings to reclaim dimension, after applying new material over the required finish size dimension, the cylinders and decks must be machined to the final stack dimension.
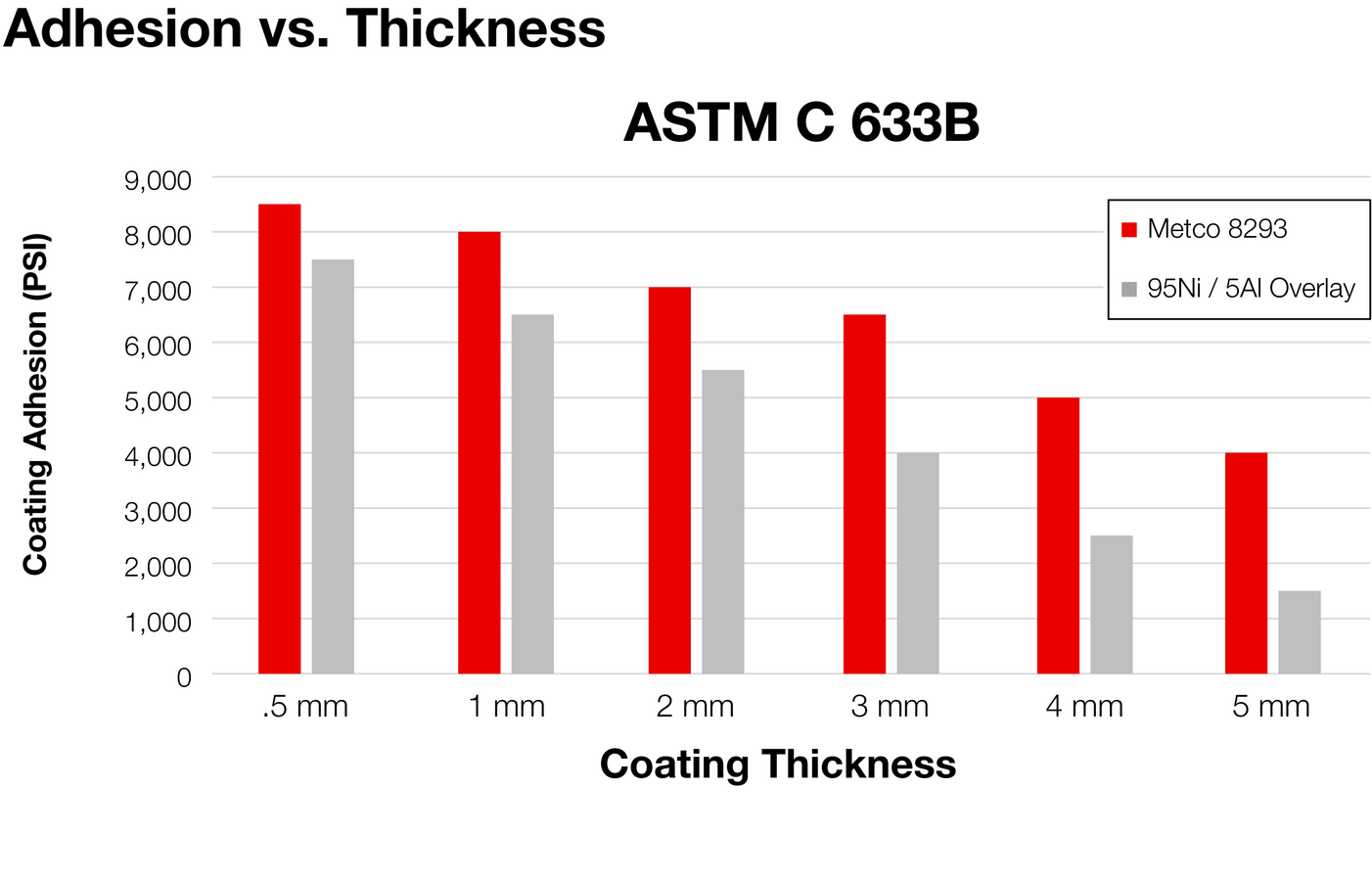
To date, the most widely established process for this is electric arc wire spray (EAW). But together with the currently used materials (nickel- and ferrous-based alloys in combination with nickel-based bond coats), this results in relatively low coating adhesive and cohesive strengths, limiting the coating thickness capabilities. Ultimately, this means a higher likelihood of coating failure and shorter service life. Also, these materials are costly and must be ground.
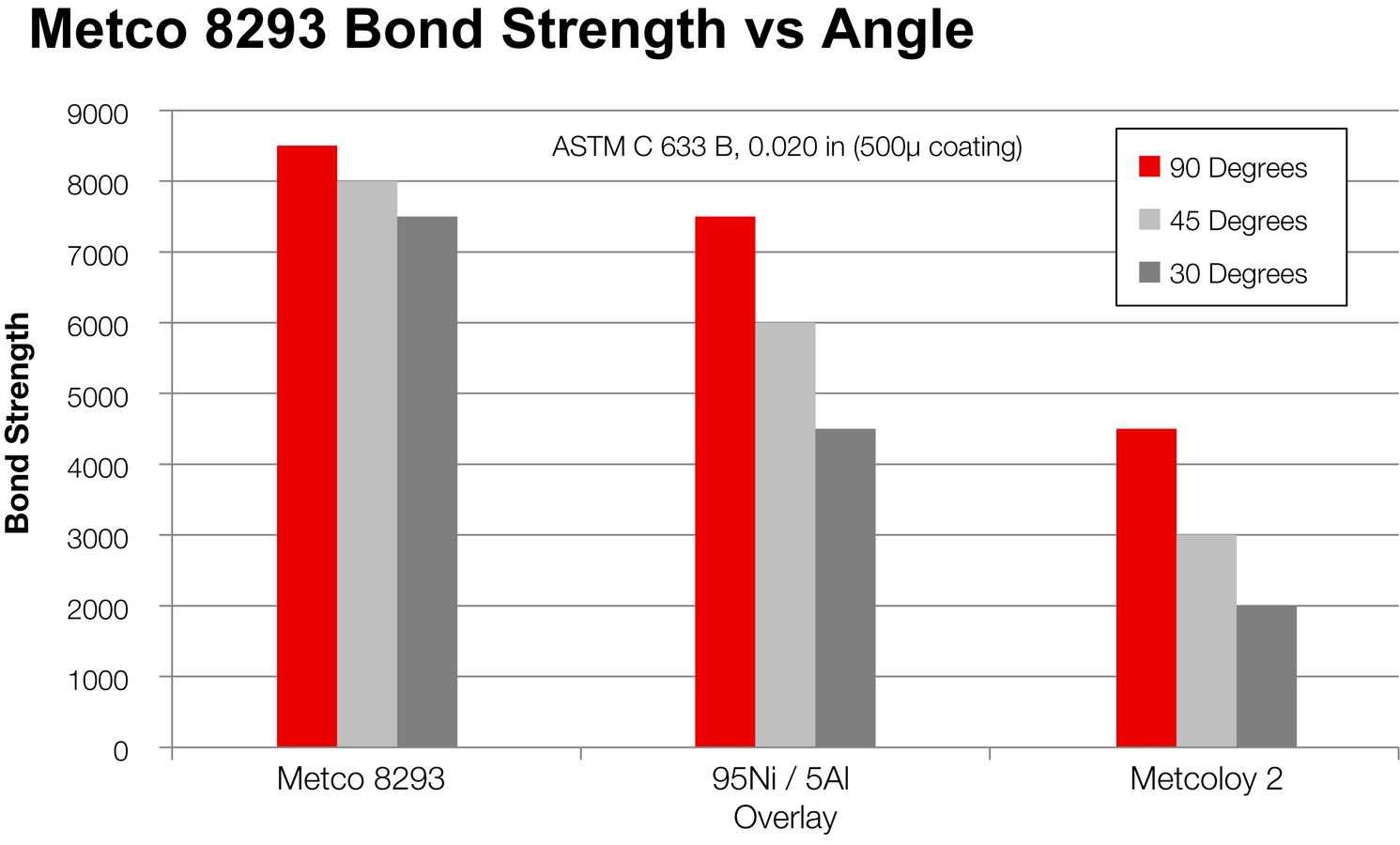
In certain engines the cylinders cannot be EAW sprayed reliably to the required dimensions, due to difficult angles and high coating thickness requirements. So manufacturers use stainless steel inserts to repair corrosion — an additional challenge, as this can cause leakage and result in high repair costs.