腐食や振動摩耗は、鉱山設備のエンジンブロックやシリンダーヘッドに深刻な応力と摩耗を与えます。エリコンメテコの新開発により、確実にコーティングして復旧することで、耐久時間を延ばし、目標の性能を満たすことができます。

研磨に代わるミリング加工
エンジンブロックとシリンダーヘッドは、あらゆる採掘設備エンジンの中核です。しかし、腐食や振動摩耗により表面が劣化するため、部品を定期的に機械加工する必要があります。このプロセスの間に母材が取り除かれ、エンジンの高さが変わったり、シールに不具合が出たりすることがあります。部品の寸法を修復するために溶射コーティングが必要です。要求された仕上寸法を得るために、新しい材料を適用した後、シリンダーとデッキのスタックの最終的な寸法に合わせて機械加工する必要があります。
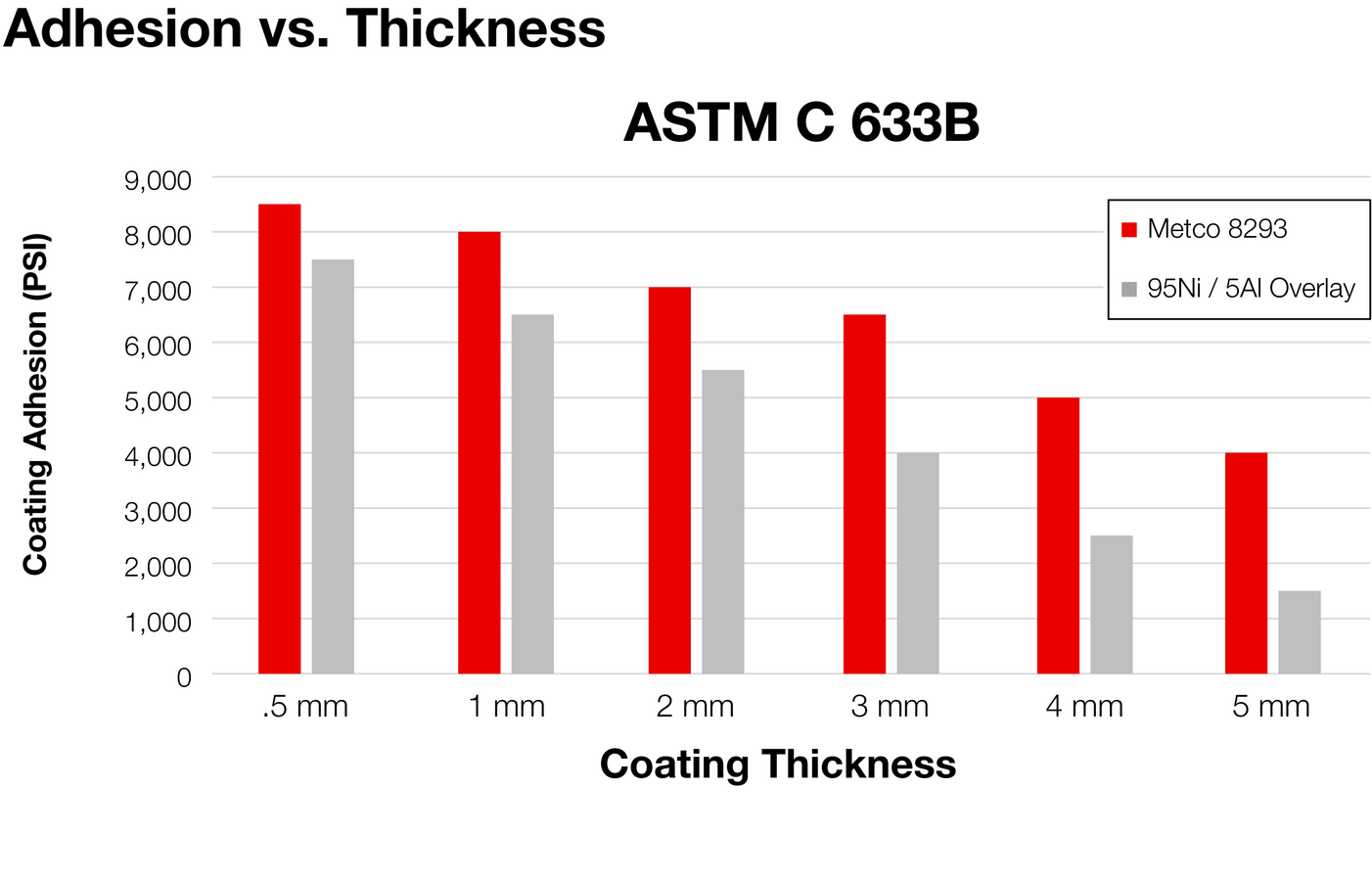
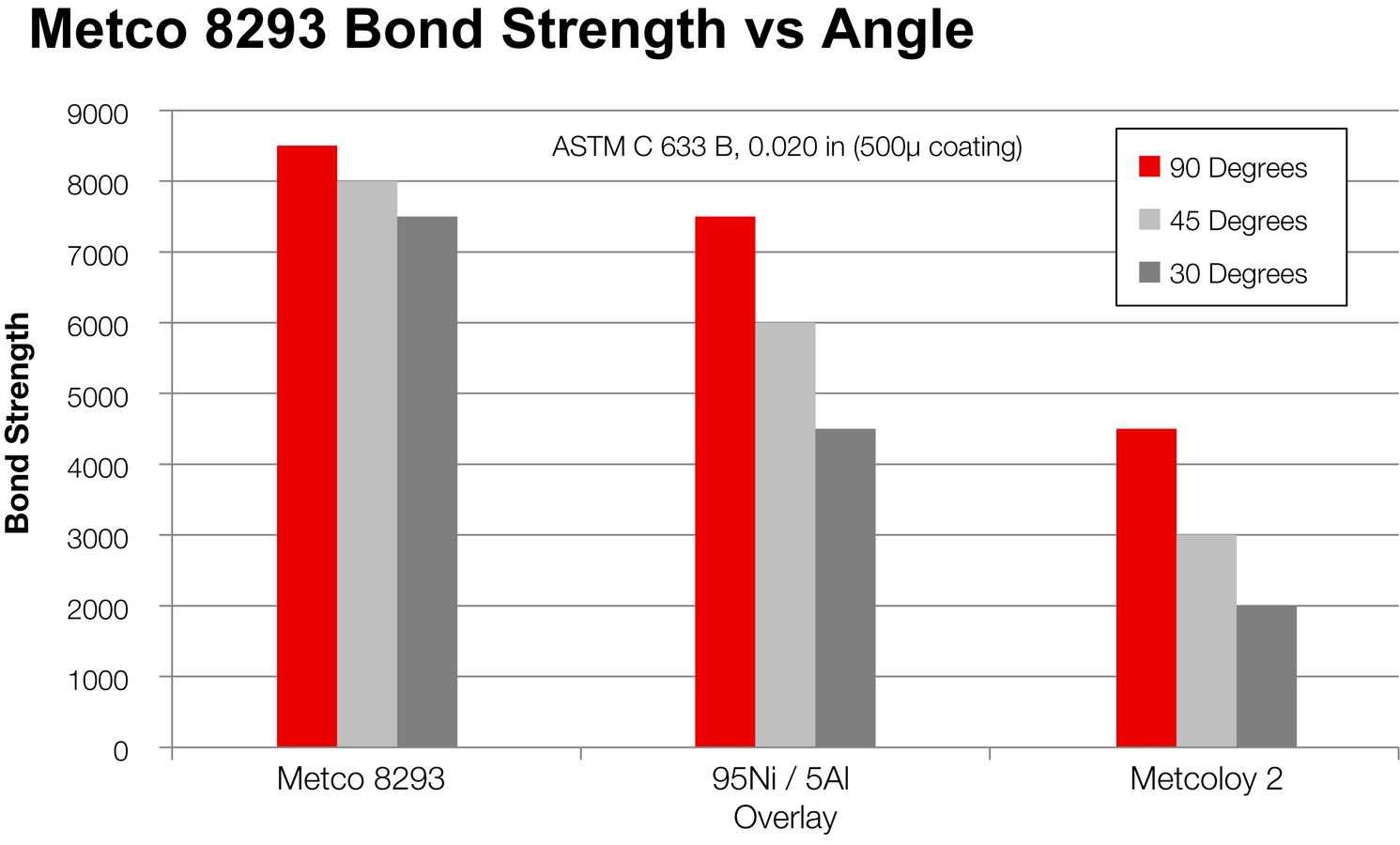
今まで、最も広く利用され確立されてきたプロセスは、アーク(EAW)溶射です。しかし、現在使用されている材料(ニッケルおよび鉄ベースの合金とニッケルベースのボンドコートの組み合わせ)を用いると、コーティング自身の強度あるいは基材との密着強度が比較的低いため、コーティング厚さが制限されます。結果として、コーティングが損傷する可能性が高くなり、耐久時間が短くなります。また、これらの材料はコストがかかるうえに、研削しなくてはいけません。
特定のエンジンでは、難度の高い角度や厚膜が要求されるため、シリンダーの必要な寸法に合わせて確実にEAW溶射することができない可能性があります。そのため、製造メーカーは腐食を修復するためにステンレス鋼のインサートを使用しています。しかし、これが漏れの原因となり、高額な修理費用がかかる可能性があるため、さらなる課題となっています。