
Steve Bomford is a Training and Application Support Manager with Oerlikon Metco in the UK. Steve is passionate about thermal spray and have over the years in many different positions gathered an extensive amount of knowledge abou thermal spray.

Just like baking a cake, any coating needs a starting recipe to make sure there is a good chance of getting what you expect when the coated component comes out of the “oven”. For thermal spray, the usual format follows that of a spray parameter sheet (the tables to the right show a typical APS example).
Here, the idea is to control as many of the input parameters as possible to keep variability to a minimum. In this case, the parameter sheet calls up the material to be sprayed, the gun hardware to be used and the system input parameters required. The tables also provide an indication of the resultant microstructure. Alongside this structural expectation, there will most likely be a set of coating properties that will need to be met. Quite often, these will be controlled by internal or customer test specifications.
| Process | Atmospheric Plasma Spray |
| Spray Gun | F4-MB/F4MB-XL |
| System Platform | UniCoat/MultiCoat |
| Power Supply | TriStar-IPS 500/200 |
| Parameter Type | High Porosity |
| Process Media | Argon/Hydrogen |
| Powder Feeder | Twin/Single 120A |
| Hoppers |
2 |
| Spray Parameters | |
|---|---|
| Nozzle | 8 mm |
| Electrode | Standard |
| Gas Distribution Ring | Swirled 16 holes |
| Injector | |
| Injection Angle | 105 degrees |
| Position | 12 and 6 o'clock |
| Diameter | 2 mm |
| Distance | 8 mm |
| Amperage | 520 A |
| Voltage | 56 +/- 3 V |
| Primary Gas - Argon | |
| Flow | 24 NLPM 54.8 SCFH |
| Secondary Gas - Hydrogen | |
| Flow | 6 NLPM 13.7 SCFH |
| Carrier Gas - Argon | |
| Flow | 1.5 NLPM 3.4 SCFH |
| Disk (Item #1003232) | |
| Type | Steel |
| Size | 16 mm width / 1.2 mm depth |
| Suction/Spreader | NL16/1.2 |
| Stirrer | Stirrer |
| Hose (Item #1004515) | |
| Size | 6 mm OD/4 mm ID |
| Spray Distance | 150 +/- 3 mm, 6 +/- 0.125 in |
| Spray Rate | |
| Total | 80g/min, 10.6lb/h |
| Per Hopper | 40g/min, 5.3lb/h |
| Surface Speed | 30-60 m/min, 98-196 ft/min |
| Step Height | 5 mm/rev, 0.2 in/rev |
| Substrate | Low Carbon Steel |
Both APS and HVOF use powder as a consumable. Depending on the chemical composition of the powder and the required coating properties, powders can be manufactured using a wide variety of methods (see Figure 2). The manufacturing method used will have an impact on powder density, morphology, phase distribution, etc., and therefore also on the resultant deposit.
Once made, powders are subsequently sized to suit the process being used. Figure 3 shows typical sizing for a range of powder-consuming systems. For both APS and HVOF, powder can subsequently be optimized to produce coatings with specific properties. For example, if an as-sprayed coating is required with a low surface roughness, then it makes sense to pick a powder sized towards the bottom end of the usual size range. Of course, there are always other factors to be aware of. In this case, choosing too fine a material can cause hardware blocking issues for both APS and HVOF processes.

Figure 3: Typical powder size ranges for a selection of systems.

Figure 2: Thermal spray powder and wire morphologies and cross-sections for typical manufacturing routes.
Once we have chosen our powder and thermal spray process, we need to carefully consider what happens when the two interact. The goal is to produce a functional coating, but how do we ensure we get what we want?
If I write down all the variables in the thermal spray process which could have a significant effect on the deposit being produced, I get 47 variables. These 47 variables may seem like a long list, many of these have an influence (admittedly sometimes on multiple levels) on just two key factors: particle temperature (T) and particle velocity (V).
I always try and imagine myself as a particle in the spray plume and what external forces are acting on me (strange, but true). The choice of hardware used (size of nozzles and powder injectors), flow of gases, current setting etc., all have an influence on powder particle thermal and kinetic energy levels and therefore on the coating produced.
This “overriding principle” of particle temperature and velocity is not only the cornerstone of spray parameter control, but also forms some of the fundamentals of flame sensing technology. Infra-red emissions from particles in the flame can be utilized to provide data on these two principle output variables. The general theory is that, if we can reduce variability in defined values of particle T and V then we should end up with the coating we are expecting.
The working end of the thermal spray process is what is usually referred to as the spray gun or torch. Before we even think about what gases and power levels we are going to employ, we need to set the gun up with the right hardware.
When preparing an APS gun, hardware can be process gas specific. The choice of primary and secondary gas will affect plasma energy levels and items such as nozzles (anodes), electrodes (cathodes) as well as parts such as gas swirl rings, will have to be chosen to reflect the gas combination used.
Returning to our T and V philosophy, the size of the nozzle bore (which can be the controlling orifice in the system) will have a profound effect on gas and therefore particle velocity. It also will affect the time the powder particles spend in the plasma “flame” (particle dwell time) and therefore the amount of heat transferred.
The control of delivery of powder into the APS plume is also significant. Powder feed rate and methods of injection are key to the process. As can be seen from Figure 5, the choice of powder port/injector size (defined by thru hole diameter) and also powder carrier gas flow will influence the position of injection in the plume. Non-optimized powder injection usually leads to a non-optimized coating (unmelted particles, non-uniform oxides, etc.). As well as physical changes to carrier gas flow rates, leaks in the system, injector blockages and wear will also affect injection. Indeed, powder feed system leaks are one of the more significant root causes of reported coating issues.
The positioning of the powder port in terms of distance from the plume and also injection angle will also have an influence on particle heat transfer. In particular, powder port angles can be chosen to help control particle dwell time. It makes sense that a material requiring more heat input to soften would prefer to have a longer dwell time. On that basis, higher melting point materials such as ceramics tend to injected backwards into the plume. The reverse is of course true for lower melting point materials. Hardware choice for HVOF systems tends to be a little more straightforward, but still follows the particle T and V trend. Once the design of gun and choice of fuel has been established, the major hardware choice tends to be based around barrel length and therefore particle dwell time and acceleration.
Figure 5: Injection conditions affecting coating quality in the APS process.
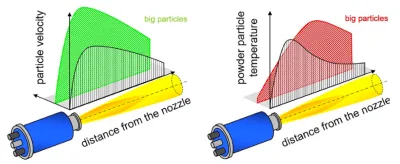
Figure 9: Spray distance and particle distribution interactions.
Irrespective of the process chosen, consideration of what happens when the powder enters the process is significant. Powder feed rate is a key variable. Whether it be HVOF or APS, the process “flame” will have a fixed enthalpy level for a fixed parameter set. If the amount of powder delivered to T and V source varies, then so will the heat transfer. This can have a profound effect on all coating properties. Proper management of powder delivery within control parameters is therefore significant.
Once the powder has entered the “flame”, again dwell time becomes a controlling factor. The time taken for the powder particles to strike the surface is affected by gas flows and hardware choice, but significantly also by spray distance. As can be seen in Figure 9, a complex interaction of powder size distributions will affect T and V conditions. The optimum particle properties do not therefore always coincide with the determined spray distance. Quite often it as a compromise which can be overruled by part geometry and access issues.
Of course, both APS and HVOF processes are enormously active thermodynamic systems. If we are generating 40+ kW of energy at any one time, there must be a good reason for it. A quick calculation shows us that an HVOF powder particle traveling at 750 m/s, over a spray distance of, say 375 mm, takes less than a thousandth of a second to hit the substrate after leaving the end of the gun barrel. Not surprising then, that a great deal of energy is required (thermal and kinetic) to create the required coating.
HVOF processes rely on the combustion of fuel with oxygen to generate flame temperature and velocity. The amount of gas (and/or liquid) fed into the gun needs to be regulated to make sure optimum combustion occurs. This regulation within controlled tolerances is usually carried out via the use of flow meters (the latest being digital mass flow).
Parameters chosen for any given material are not necessarily based around maximum gas temperatures or complete (stoichiometric) combustion. In many cases, they have been empirically defined in order to produce the desired coating properties. That said, once developed, some clear rules exist which can be used to modify spraying conditions. Figure 10 shows a typical flow chart for an HVOF-LF system. Here we can see how changes in flow rate and ratio have an effect on flame (and therefore particle) temperature and velocity.
The diagram also indicates the availability of measured HVOF gas combustion pressure. This process feedback value can be enormously valuable in providing data on the health of the system. Suitable tolerances applied to the pressure value can indicate problems with hardware blockage or incorrect combustion conditions. A useful warning of problems on the horizon!
Moving on to APS, we hopefully know from one of my earlier articles that plasma spray is an electrical process and its energy is derived from the ionization of gases. As mentioned previously in this article, the amount of gas used helps define particle velocity, whilst the types of gases used determine energy levels.
Figure 11 is a historically well viewed chart, but it does provide a good indication of energy levels available in typical gases used in the APS process. The selection of primary and secondary gases will certainly affect the transfer of heat to the powder particles and therefore will influence the coating properties and deposit efficiency. It therefore makes sense, for example, that you could well choose N2/H2 (primary and secondary) gases when depositing a high melting point material such as Yttria Stabilized Zirconia (e.g., Metco 204NS) and Ar/He when spraying a temperature sensitive material such as Co/WC (e.g., Metco 73F-NS-2).
Relating back to our parameter sheet detailed in Figure 1, you can see that process gas flows need to be controlled as well as plasma energy levels. The latter is primarily defined around electrical power and as mentioned previously, is reported in watts (typically kW) calculated as current (A) multiplied by voltage (V). The voltage is produced as a result of the ionization process and is a good feedback tool for monitoring system robustness. This is especially true for traditional single electrode APS systems as the voltage (and therefore the Power) tends to degrade as consumable hardware ages. This is not so much the case with Cascaded plasma systems (such as provided by SinplexPro and TriplexPro guns).
In order to help control the APS process, the defined parameters are entered into a process controller such as that offered by the MultiCoatPro Clarity User Interface (see Figure 12). This interface links with a range of (in many cases) closed loop devices which control and maintain set parameters within defined tolerances.
This type of interface is therefore our primary tool for transferring the parameters which may have been supplied to us by the customer, or indeed by your friendly Metco contact. Input of amperage, primary and secondary gas flows, carrier gas flows and powder feed rates all transferred from the parameter sheet will therefore provide control of a significant number of key process variables. The latest controllers offer the facilities for setting and monitoring tolerances. Alarm warnings can be a really useful feature to ensure that any process drift is actioned before potentially affecting the coating (and incurring unexpected costs).
Still, with all this fancy technology, a good deal of attention is still required to choose the right powder, properly set up the gun hardware, set the correct spray distance etc. (as well as considering the remainder of the 47 variables I’ve not had time to mention) to make sure we get the desired coating and all it’s required properties.
Figure 10: Oxygen/Fuel flow conditions for a typical (WokaJet™) HVOF-LF System.
Figure 11: Energy content / temperature curves for the range of typical APS process gases.
Figure 12: MultiCoat Pro Clarity interface screen.
The goal of all of this effort is to produce our coating “cake” and make sure that the customer enjoys the “taste”. The aim of this article has been to provide an overview of the coating parameters that need keeping a careful eye on whilst “baking” our coating “cake”. A keen focus needs to be applied to all the variables that can affect the thermal spray process and great care needs to be taken to use a variety of methods to make sure they do not drift outside defined tolerance bands. The use of parameter sheets is a great method to make sure our coating “recipe” is well defined, but setting up and keeping a proper eye on the process is invaluable in ensuring the expected coating with the desired properties is produced.
I seem to remember sitting down once with a mental challenge of writing down the variables in the thermal spray process which could have a significant effect on the deposit being produced. After about two or three minutes I had reached a total of 47 and I thought that was enough for a first effort!
What this means of course, is there are many factors to consider and control when attempting to produce a quality coating. Over the 38 years I’ve been involved with this process, I have witnessed some great strides in the journey of improving robustness: Mass flow controllers, PC integrated systems, diagnostic sensors etc. This is all fantastic stuff, but as thermal spray is not yet in the realms of CNC machining, the level of manual intervention still required means that some of the key techniques used back when I started in this business are still very relevant today.
In this penultimate article, I hope to provide an insight into the “recipe” of variables affecting Air Plasma Spray (APS) and High Velocity Oxygen Fuel (HVOF). Whilst I appreciate that these are only two of the many thermal spray coating processes out there, for brevity’s sake, it’s probably best to concentrate on a couple of the favorites
Steve Bomford is a Training and Application Support Manager with Oerlikon Metco in the UK. Steve is passionate about thermal spray and have over the years in many different positions gathered an extensive amount of knowledge abou thermal spray.