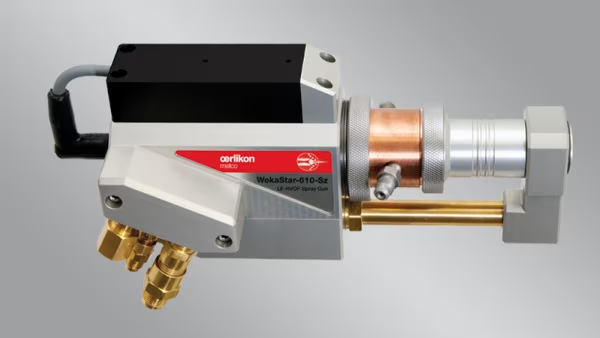
Wear- and corrosion-resistant surfaces are needed to protect critical components in various industries. The High Velocity Oxygen Fuel (HVOF) process supplies this protection by producing very dense, hard coatings with fine microstructures.
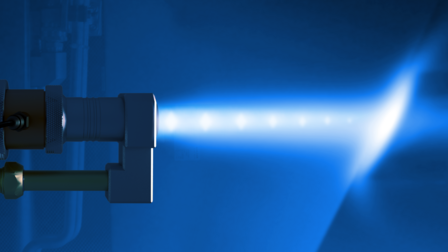
The spray flame hits the substrate in the HVOF spraying process