

In all sectors of industry today, the catch phrase “better, faster, cheaper” is common and valid, as it seems that production demands are ever-increasing. Such highly demanding requirements and sometimes aggressive service conditions often lead to the premature loss of the associated component or system function.
As an example, Figure 1 shows a completely worn pelton turbine nozzle needle after some thousand hours of actual service. If this service life is deemed unacceptable, either the entire component must be made of a more wear resistant material, or the area where the wear occurs must be protected. For cost reasons, the usual decision is the latter. This leads to the opportunity of using a surface coating. In this case, either the entire component can be coated, or sometimes more cost effectively, only the area most prone to attack.
There are quite a number of processes which can be used to apply surface coatings, as well as a nearly unlimited number of coating materials. In general, it can be said that the process having the greatest choice of coating materials, thicknesses and resultant characteristics, is thermal spray.

Figure 1 – Chrome plated, 13/4 steel pelton turbine nozzle needle after service.
Definition of thermal spray
Thermal spray is defined as “thermal spraying techniques are coating processes in which melted (or heated) materials are sprayed onto a surface. The "feedstock" (coating precursor) is heated by electrical (plasma or arc) or chemical means (combustion flame).” This definition from Wikipedia does not sufficiently describe the thermal spray process.
Figure 2 is a diagram showing the principle of thermal spray. The coating feedstock (in the form of a powder, wire, or rod) is heated or softened by a heat source. The resultant product is then propelled by the process gases onto a base material, where it rapidly solidifies to produce a coating. To produce a thermal spray deposit, certain core elements are therefore required:
- The coating material to be applied
- A material feed delivery system
- The equipment, i.e. spray gun to apply the coating material and propel it to the workpiece
- A control system that accurately controls the processing media and utilities
Depending on the spray process used, various ancillary systems may also be required. These may include power supplies that convert AC to DC power, heat exchangers for cooling and manipulation devices that control the motion of the spray gun over the part to be coated.
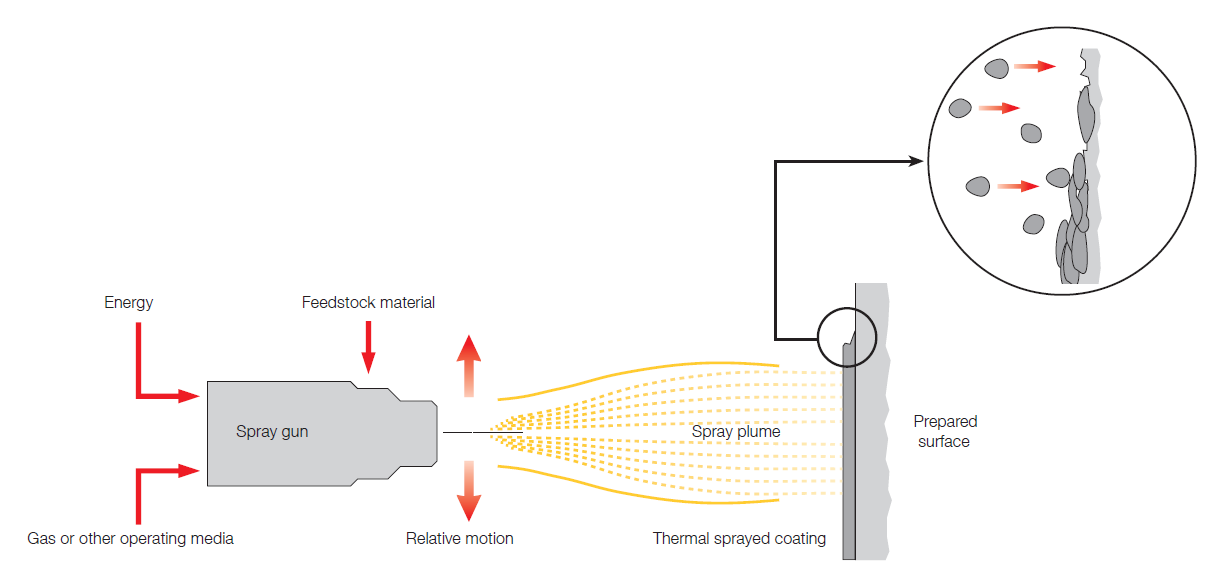
Figure 2: Principle of thermal spraying
Substrate materials
As well as the thermal spray equipment used, careful consideration must be given to both the materials deposited and to the base materials (substrate) they are applied to. Suitable substrate materials are those that can withstand blasting procedures to roughen the surface, generally having a surface hardness of about 55 HRC or lower. Special processing techniques are required to prepare substrates with higher hardnesses. Because the adhesion of the coating to the substrate predominantly consists of mechanical bonding, careful cleaning and pretreatment of the surface to be coated is extremely important.
During spraying, the softened or molten particles impact the surface at high speed. This causes the particles to deform and "splat" out on the surface to create a coating.
Heat from the hot particles is transferred to the cooler base material. As the particles shrink and solidify, they bond to the roughened base material. Adhesion of the coating is therefore based on mechanical “hooking”. This procedure is represented schematically in Figures 2 and 3. The amount of metallurgical bond caused by diffusion between the coating particles and base material is small and can be neglected for discussions about bonding mechanisms.
Coating material
In principle, any material that does not decompose as it is melted can be used as a thermal spray coating material. Depending on the thermal spray process, the coating material can be in wire, rod or powder form. In Table 2, some of the most frequently used classes of materials are listed, together with associated characteristics and sample applications. Choosing a coating material that is suitable for a specific application requires special knowledge of both the service environment and properties of the coating material.
Apart from the physical characteristics, such as (for powders) particle shape, particle size distribution and manufacturing process (i.e. agglomerated, sintered, composited) will influence coating performance. As most spraying materials are available as alloys or blends, this leads to a nearly unlimited number of combination options, and only through many years of experience and broad know-how can a proper selection be made.
| Material Class | Example Composition | Characteristics | Example Application |
|---|---|---|---|
| Pure metals | Zn | Corrosion protection | Bridge application |
| Self-fluxing alloys | FeNiBSi | High hardness, fused, minimal porosity | Shafts, bearings |
| Steel | Fe 13Cr | Economical, wear resistance | Repair |
| MCrAlY | NiCrAlY | High temperature, corrosion resistance | Gas turbine blades |
| Nickel-graphite | Ni 25C | Anti-fretting | Compressor inlet ducts |
| Oxides | Al2O3 | Oxidation resistance, high hardness | Textile industry |
| Carbides | WC 12Co | Wear resistance | Shafts |
Table 2
Figure 3 – Schematic diagram of a thermal sprayed coating
The history of thermal spray
The first thermal spray process is generally accepted to have been invented by Dr Max Ulrich Schoop from Zurich, Switzerland. The (possibly allegorical) story goes that he was playing with his son firing molten lead from a canon when he noticed it sticking to a wall. Whether this is true or not, in 1909, Dr Schoop successfully patented the use of a combustion process to melt wire and propel it directly onto a substrate. He secured his second patent in 1911, which incorporated an electric arc as a production heat source. Thermal spraying was born…
Over time, the process developed. The ability to build-up worn components without concerns over part distortion and heat effects meant that the combustion wire process was uniquely suited to the need to quickly turnaround items needing repair as a result of military activities in the Second World War. Tank and ship parts could be rapidly made fit for service again.
It’s difficult now to imagine the working conditions that existed back then, but as you can see, the gentleman in Figure 4, while multitasking, is a little short on what we would now classify as required PPE (Personal Protective Equipment)!
Jumping forward a couple of decades takes us into the world of plasma spray. In some ways the work-horse process of the thermal spray industry, this technology benefited from advances in the world of powder manufacturing techniques to produce coatings with a huge range of properties. The energy generated by an ionized gas was now available to transform a multitude of material compositions into functional deposits.
As you can see in Figure 5, our friend now has access to some improved PPE. While this may not be up to current standards, at least there is now some well earned eye protection available.
Figure 4: Combustion wire spraying with a Metco gun back in the mid 20th century.
Figure 5: Manual air plasma spraying (APS) with the Metco 3MB gun.
Thermal spray over the years
No matter what thermal spray process is chosen, it will utilize the same basic operating principles as detailed in Figure 4. A material (normally either a powder or a wire depending on the process being used) is fed into a heat source. The material is softened (or melted) and accelerated via the heat source and process gases before it “splats” onto the surface to produce a coating. Key process variables are therefore the particle temperature and particle velocity. Both of these factors will have a profound influence on the ability to deposit the material to provide the desired coating properties.
Over the years, the thermal spray process has evolved to meet the need of a huge number of distinct applications with different challenges. Fortunately, this has provided the market with a complete range of complementary processes capable of meeting these demands and more! These processes can be further categorized into sections based on their respective energy sources, see more under thermal spraying processes.
Thermal spray will certainly continue to further evolve over the years. Whether it be in the area of materials, equipment, or process control, you can be sure that Oerlikon Metco will be in the forefront technological development in response to ever challenging customer demands.
Figure 4: The basic principles of the thermal spray process.