

当今所有工业部门中,“更好、更快、更便宜”这句口号是普遍被接受的,因为生产需求似乎在不断增长。这种高要求和有时严苛的服役条件往往会导致相关组件或系统功能的过早丧失。
例如,图1显示了经过数千小时的实际使用后完全磨损的水斗式涡轮喷嘴针阀,倘若这样的使用寿命难以被人认可,则整个部件必须由更耐磨的材料制成,或务必将受磨损区域防护起来. 出于成本原因,通常的选择是后者。这就带来了应用表面涂层的契机。在这种情况下,要么对整个部件进行涂覆,或者有时更划算地,仅对最易于侵蚀的位置进行涂覆。
有相当多的工艺方法和不计其数的涂层材料可用于涂敷表面涂层。一般来说,热喷涂被认作是在涂层材料、涂层厚度及涂层性能上可选范畴最广的工艺。

图1 - 电镀铬,水斗式水轮机13/4钢针阀使用后照片
热喷涂的定义
热喷涂被定义为“热喷涂技术是将熔化(或加热)的材料喷涂到表面上的涂层工艺。“原料”(涂层前驱体)通过电(等离子体或电弧)或化学手段(燃烧火焰)加热。”维基百科中的这一定义并不能充分描述热喷涂工艺。
图2展示了热喷涂原理的示意图。涂层原料(以粉末、线材或棒的形式)被热源加热或软化。然后,熔融或软化的物料受工艺气体推进到基材上,并在基体上迅速凝固从而形成涂层。为此,需要若干核心元件来形成热喷涂沉积:
- 待涂敷的涂层材料
- 物料进料输送系统
- 设备,即将涂层材料涂敷并推进到工件上的喷枪
- 精确控制工艺物质和水电气的控制系统
根据所使用的喷涂工艺,还可能需要各种辅助系统。这些可以包括将交流电转换为直流电的电源、用于冷却的热交换器以及控制喷枪相对待涂敷工件运动的操纵装置。
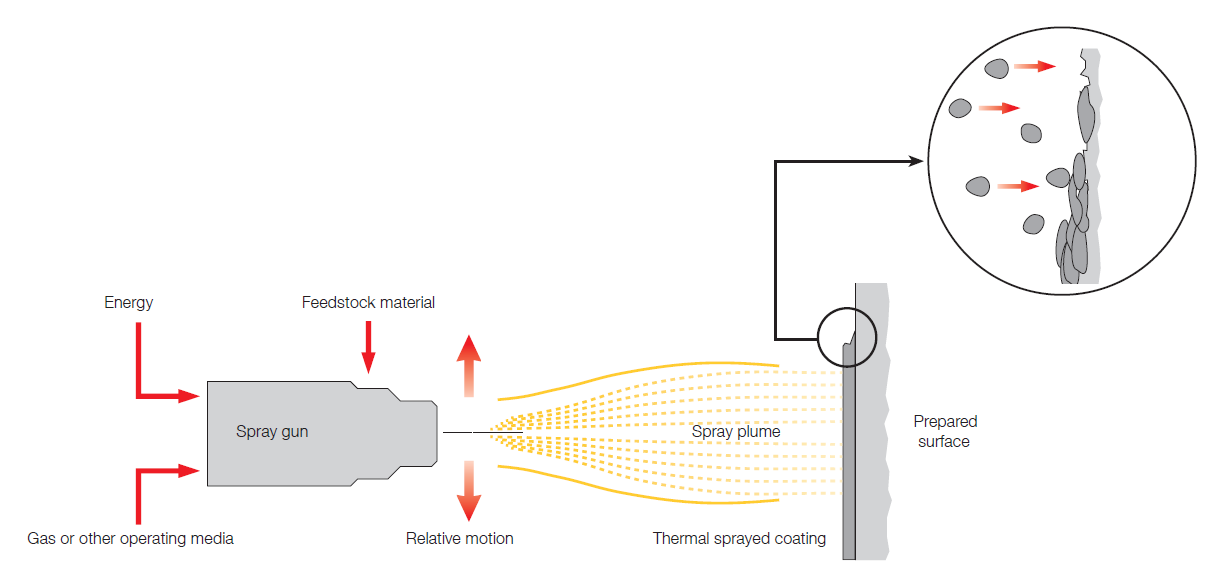
图2:热喷涂原理
基底材料
除了所使用的热喷涂设备外,还必须仔细考虑沉积的材料和它们所涂敷的的基材(基材)。合适的基体材料是能够承受喷砂过程中对表面的粗化的,其表面硬度一般都在HRC55甚至更低的水平。而对于硬度更高的基材,则需要特殊的加工工艺来处理。由于涂层与基材的粘合主要由机械啮合组成,因此对待涂层表面进行仔细清洁和预处理是极其重要的。
在喷涂过程中,软化或熔融的颗粒高速撞击表面。这会导致粒子变形并“飞溅”到表面上,从而形成涂层。
来自热颗粒的热量被传递到较冷的基材。当颗粒收缩和固化时,它们会结合到粗糙的基材上。因此,涂层的附着力是基于机械“咬合”。这一过程,如图2和图3所示。涂层颗粒和基体材料之间由扩散引起的冶金结合程度很低,在讨论结合机理时可以忽略不计。
涂层材料
原则上,任何在熔化时不会分解的材料都可以用作热喷涂材料。根据热喷涂工艺的不同,涂层材料可以是线、棒或粉末形式。表2中列出了一些最常用的材料类别,应用示例。选择适合特定应用的涂层材料需要对涂层材料的服役环境和性能有专门的了解。
除了物理特性外,如(对于粉末)颗粒形状、颗粒尺寸分布和制备工艺(即团聚、烧结、复合)也会影响涂层性能。由于大多数喷涂材料都是合金或混合物,这导致了近乎无限的组合选择,只有凭借多年的经验和广泛的专业知识才能做出恰当的选择。
| 材料等级 | 示例 | 特性 | 应用示例 |
|---|---|---|---|
| 纯金属 | Zn | 腐蚀防护 | 桥梁应用 |
| 自熔性合金 | FeNiBSi | 高硬度、熔融、最小孔隙率 | 轴,轴承 |
| 钢 | Fe 13Cr | 经济,耐磨 | 维修 |
| 金属铬铝钇 | NiCrAlY | 高温、耐腐蚀 | 燃气轮机叶片 |
| 镍石墨 | Ni 25C | 抗微动磨损 | 压气机进口管 |
| 氧化物 | Al2O3 | 抗氧化,高硬度 | 纺织工业 |
| 碳化物 | WC 12Co | 耐磨 | 轴 |
表 2
图3 – 热喷涂涂层示意图
热喷涂的历史
人们普遍认为,第一种热喷涂工艺是由瑞士苏黎世的Max Ulrich Schoop博士发明的。这个(可能是寓言式的)故事说,他和儿子玩耍时,从大炮里发射出熔化的铅,这时他注意到铅粘在墙上。无论这是否属实,1909年,Schoop博士成功获得了火焰喷涂的专利,该工艺可以熔化金属丝并将其直接推送到基材表面。1911年,他获得了第二项专利,该专利将电弧作为生产热源。热喷涂技术诞生了…
随着时间的推移,这一工艺逐渐发展。在不担心零件变形和热效应的情况下修复磨损部件的能力意味着火焰丝材喷涂非常适合快速翻新第二次世界大战中军事活动中需要修复的旧工件。坦克和船只的部件可以迅速恢复使用。
现在很难想象当时的工作条件,但正如你所看到的,图4中的这位先生在同时处理多项任务时,对我们现在所需的个人防护装备(PPE)有点不足!
向前跃进几十年,我们就进入了等离子喷涂的世界。在某些方面,这一热喷涂行业的主流工艺,得益于粉末制备技术的进步,可以生产出具有各种性能的涂层。电离气体产生的能量现在可用于将各式各样的材料成分转化为功能性沉积层。
如图5所示,我们的朋友现在可以使用一些改进的个人防护装备。虽然这可能不符合当前的标准,但至少现在有一些值得购买的眼部防护用品。
图4 - 20世纪中叶,使用Metco喷枪进行火焰丝材喷涂。
图5 - 使用Metco 3MB喷枪进行手工空气等离子喷涂(APS)。
热喷涂近况
无论选择哪种热喷涂工艺,它都将遵循与图6中详述的相同的基本操作原理。将材料(通常是粉末或待使用工艺的线材)送入热源。材料在“飞溅”到表面上产生涂层之前,会受到热源和工艺气体软化(或熔化)和加速。因此,关键的过程变量是颗粒温度和颗粒速度。这两个因素都将对材料沉积行为和所获得的涂层性能产生深远影响。
多年来,热喷涂工艺不断发展,以满足具有不同挑战的大量不同应用的需求。幸运的是,这为市场提供了一系列能够满足这些需求的互补工艺!这些工艺可以依据其能量源进一步细分为不同的类别,详见热喷涂工艺。
热喷涂技术肯定会在未来几年继续发展。无论是在材料、设备还是工艺领域,您都可以确信欧瑞康美科将处于技术发展的前沿,以应对不断挑战的客户需求。
图6 - 热喷涂工艺的基本原理。