Verschleiß- und korrosionsbeständige Oberflächen werden zum Schutz kritischer Komponenten in zahlreichen Branchen benötigt. Das Hochgeschwindigkeits-Flammspritzen (HVOF) bietet diesen Schutz mittels sehr dichter, harter Beschichtungen mit feinen Mikrostrukturen.
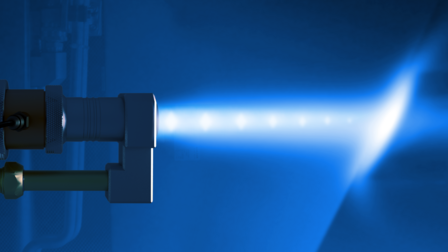
Die Sprühflamme trifft auf das Substrat im HVOF Spritzverfahren
HVOF steht für "High-Velocity Oxygen Fuel" oder auf Deutsch "Hochgeschwindigkeits-Flammspritzen". Es handelt sich dabei um ein thermisches Spritzverfahren, das zur Beschichtung von Oberflächen verwendet wird. Es ermöglicht das Auftragen von hochwertigen, verschleißfesten und korrosionsbeständigen Beschichtungen auf verschiedenen Materialien.