Specialised PVD coatings
Physical vapour deposition (PVD) describes a variety of vacuum deposition methods that can be used to produce thin coatings. PVD is typically used to coat components at relatively low coating temperatures of 200-500 °C. These temperatures are ideal because they are below the tempering temperature of steels so as to avoid altering the fundamental material properties.
Fortunately, there are several carbon-based coatings available that provide a unique combination of extreme surface hardness, low friction coefficient and anti-corrosion properties like those provided by global coating provider Oerlikon Balzers.
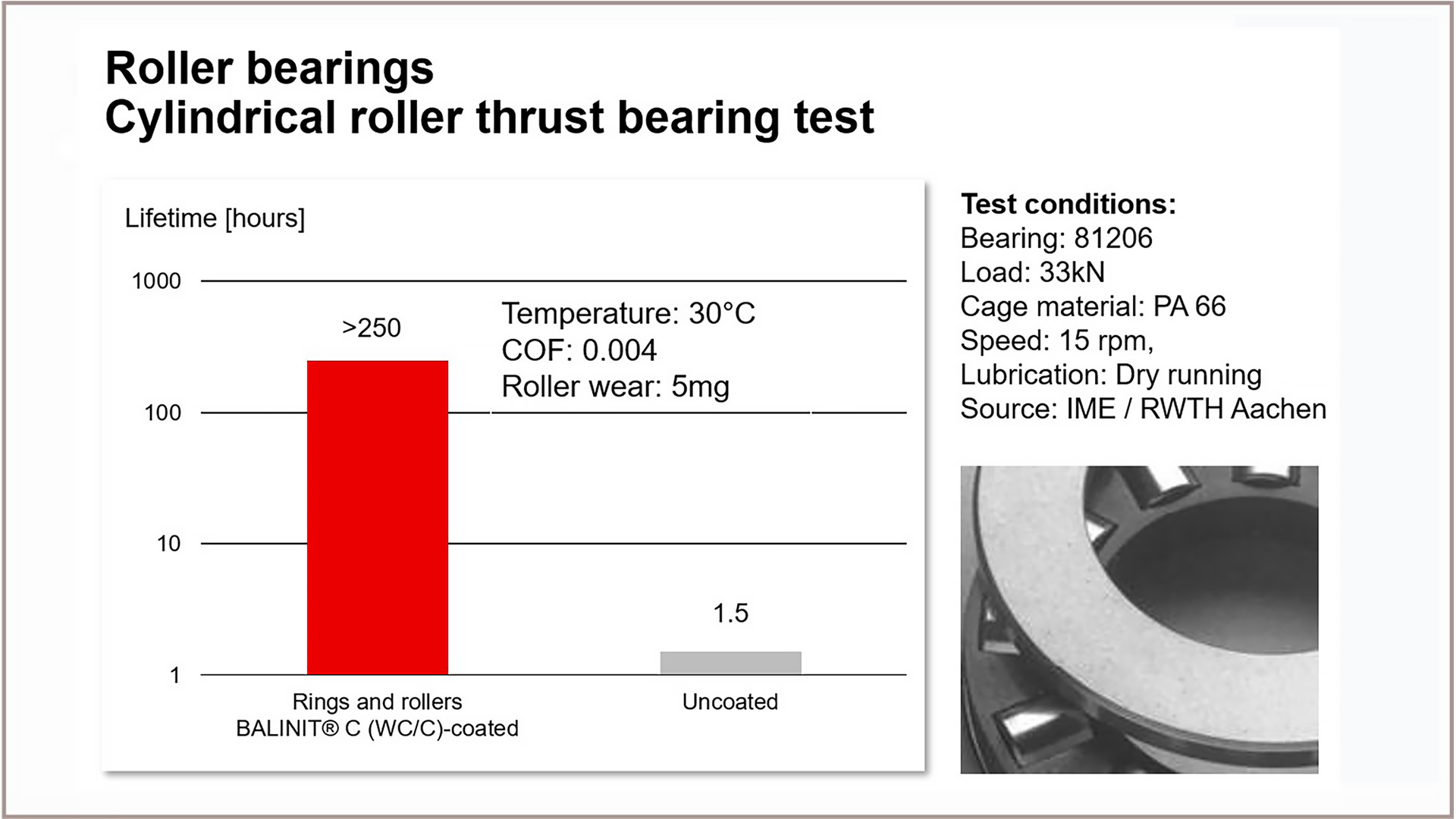
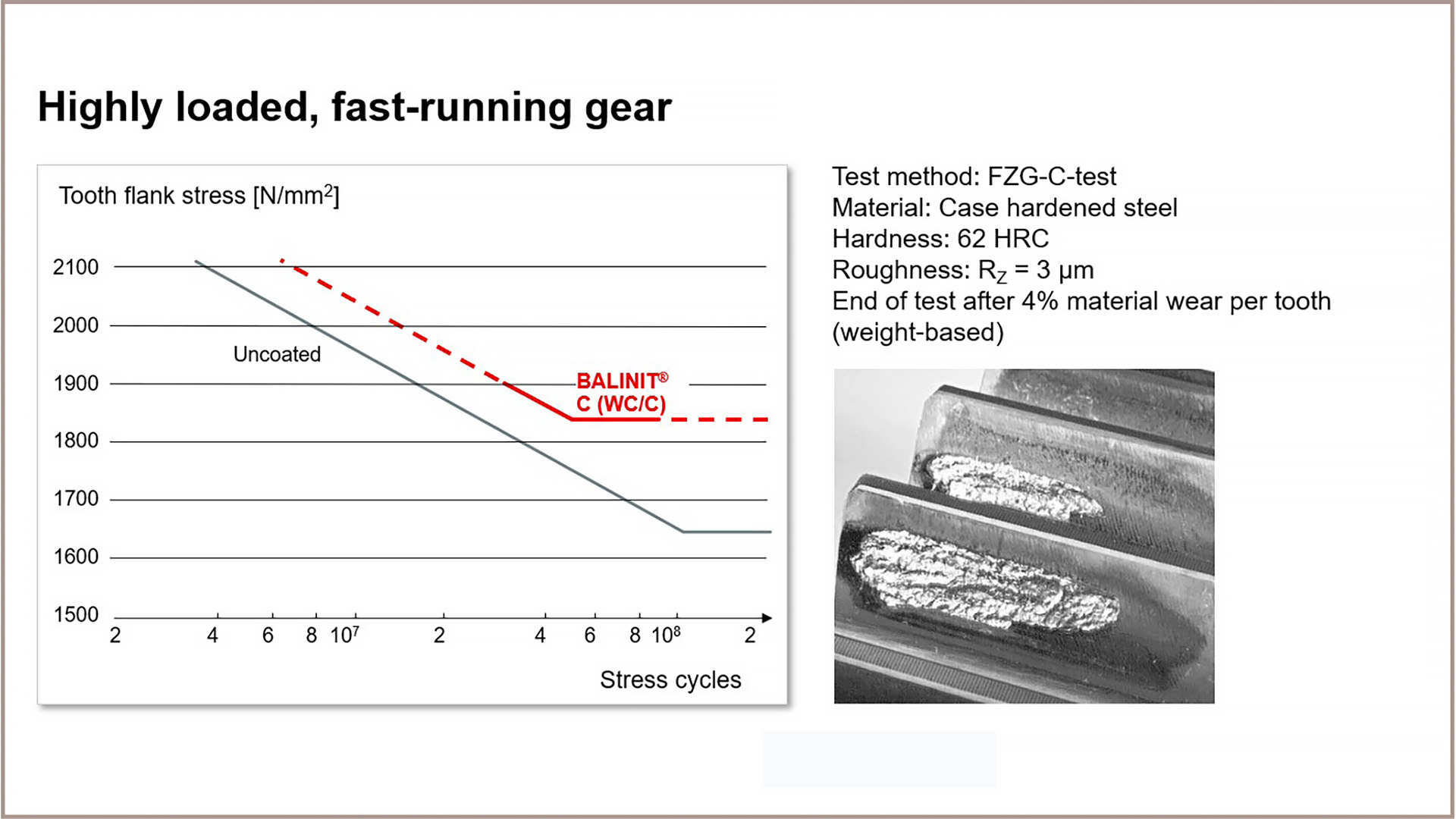
According to Dr Florian Rovere, Market Segment Manager General Engineering Components for Oerlikon Balzers, the company’s BALINIT® C coating is a WC/C ductile carbide carbon coating that is highly resistant to adhesive wear (scuffing) in particular. It has a high load-bearing capacity even under conditions of deficient lubrication or dry contact. Due to its low friction coefficient, it acts to reduce pitting and fretting corrosion
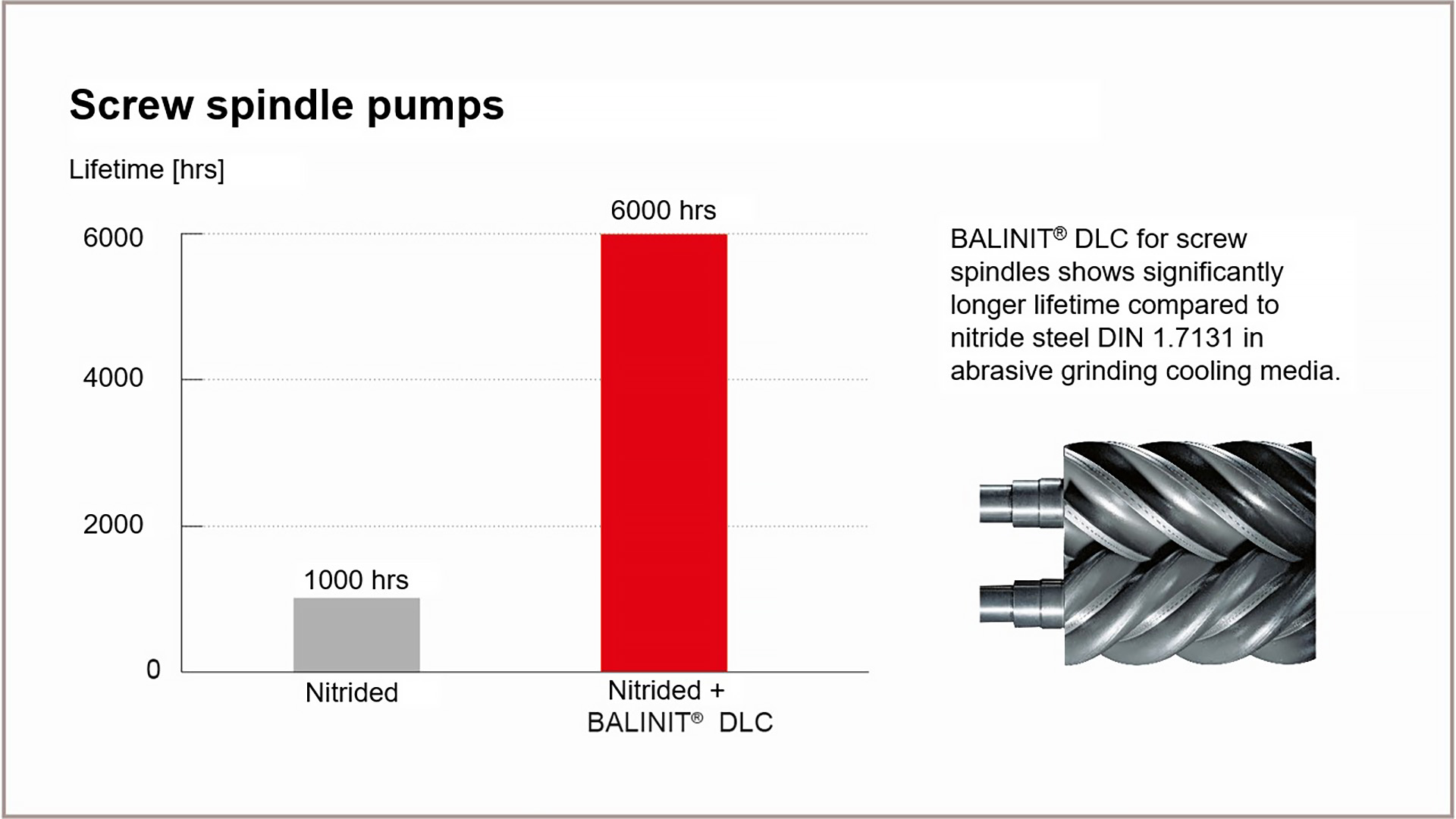
Another example is the BALINIT® DLC coating, a metal-free, carbon based coating that is even more durable. Applied through Plasma-Assisted Chemical Vapor Deposition (PACVD), this coating is designed for more severe wear conditions and high relative sliding speeds to protect against abrasion, scuffing and cold welding.
These and other coatings within the BALINIT® family that are tailored to specific requirements can be applied to a variety of case-hardened or tempered steels, austenitic stainless steel as well as nickel, titanium, copper, magnesium and aluminium alloys.
“These materials provide an excellent combination of low coefficient of friction like PTFE, but with the hardness of a ceramic,” explains Rovere.
The coatings also have the advantage of being thin, typically 0.5-5 μm. This feature, in conjunction with close tolerancing, means that the component retains its form, fit and dimensions after coating without the need for re-machining.