

今日では、ほぼすべての産業分野において「より高品質に、より迅速に、より低コストで」というスローガンが広く浸透しており、生産活動に対する期待と要求はますます高まっています。こうした非常に厳しい要求や、時には過酷な使用環境は、関連する部品やシステムの機能に過度な負荷をかけ、結果として早期の故障や性能低下を引き起こすことがあります。
一例として、図1には、数千時間にわたる実使用の結果、完全に摩耗したペルトンタービンノズルニードルが示されています。この耐用年数が許容できないと判断された場合には、部品全体をより耐摩耗性の高い材料で製造するか、摩耗が生じる部分を保護する必要があります。コストの観点から、一般的には後者の方法が選択される傾向にあります。そのため、表面コーティングの活用が検討されることになります。
このような場合、部品全体にコーティングを施すことも可能ですが、よりコスト効率の高い方法として、摩耗が懸念される部分のみにコーティングを施す選択肢もあります。
表面コーティングに使用できる技術は非常に多岐にわたり、使用可能なコーティング材料の種類もほぼ無限に存在します。一般的に、コーティング材料の選択肢、膜厚の調整、得られる特性の幅広さという点において、最も柔軟性の高いプロセスは溶射であると言えます。

図1-使用後のクロムメッキ、13/4スチール製ペルトンタービンノズルニードル。
溶射とは
溶射とは「溶融(または加熱)した材料を表面に吹き付けるコーティング技術であり、「原料」(コーティング前駆体)は、電気的手段(プラズマまたはアーク)または化学的手段(燃焼炎)によって加熱される」と定義されています。しかし、 Wikipedia のこの定義は、溶射プロセスを十分に説明していません。
図2は、溶射の原理を示した図です。 コーティング原料(粉末、ワイヤー、棒状)は、熱源によって加熱または軟化されます。その結果、生成物はプロセスガスによって基材上に供給され、そこで急速に凝固して皮膜が形成されるのです。そのため、溶射皮膜を形成するには、ある種の核となる要素が必要となります:
- コーティング材料
- 材料供給システム
- コーティング材をワークピースに噴射するスプレーガンなどの装置
- 処理媒体とユーティリティを精密に制御するための制御システム
使用するスプレープロセスによっては、さまざまな補助システムも必要になります。これには、AC電力をDC電力に変換する電源装置、冷却用の熱交換器、被覆物上のスプレーガンの動きを制御する操作装置などが含まれます。
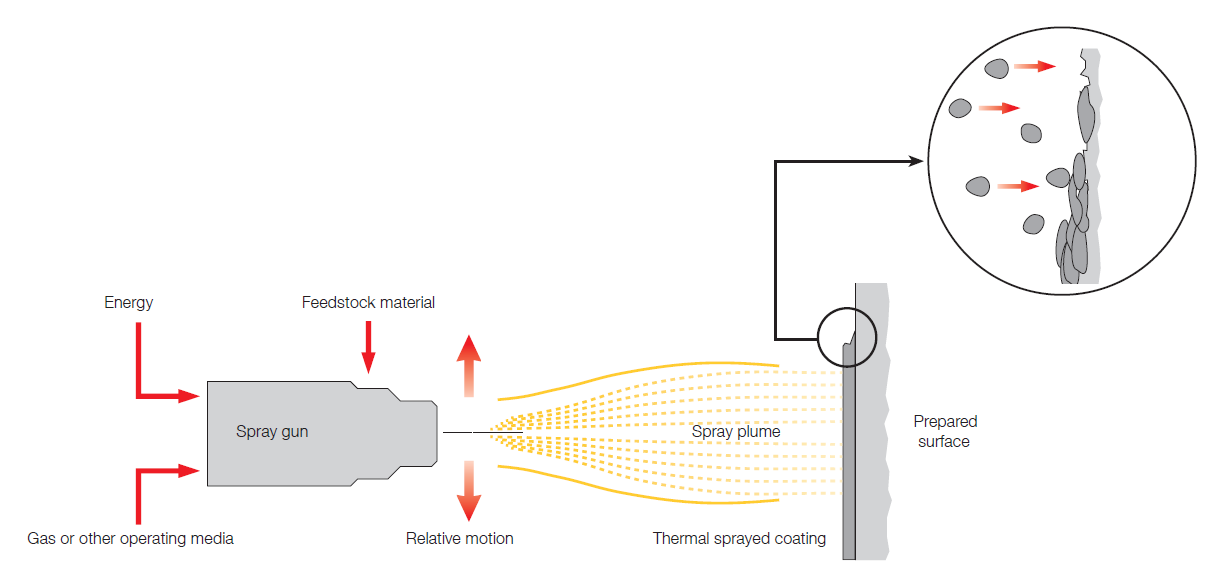
図2:溶射の原理
基材
溶射を行う際には、使用する装置だけでなく、溶射される材料や基材(下地)についても十分に配慮する必要があります。適切な基材とは、表面を粗くするブラスト処理に耐えられるものであり、一般的には表面硬度が約55HRC以下であることが求められます。これを超える硬度の基材を使用する場合には、特殊な加工技術が必要となります。
コーティングが基材に蜜着する仕組みは主に機械的な結合によるものであるため、コーティングを施す表面の洗浄や前処理は非常に重要です。
溶射のプロセスでは、軟化または溶融した粒子が高速で基材の表面に衝突します。その衝突によって粒子は変形し、表面に広がることでコーティングが形成されます。
高温の粒子からは熱が低温の基材へと伝わり、粒子が収縮して固化することで、粗面化された基材と結合します。したがって、コーティングの蜜着は、機械的な「引っ掛かり」に基づいています。このプロセスは、図2および図3に模式的に示されています。
なお、コーティング粒子と基材との間に生じる金属的な結合(拡散による結合)はごくわずかであり、蜜着メカニズムを議論する際には無視できる程度です。
コーティング材
原則として、溶融しても分解しない材料であれば、溶射皮膜材料として使用できます。表2には、最も頻繁に使用される材料の種類と、それに関連する特性、用途例を示します。特定の用途に適したコーティング材を選択するには、使用環境とコーティング材の特性の両方について特別な知識が必要になります。
物理的特性とは別に、(粉体の場合)粒子形状、粒度分布、製造工程(凝集、焼結、複合化など)もコーティング性能に影響します。ほとんどの溶射材料は合金やブレンドとして利用できるため、組み合わせの選択肢はほぼ無限にあり、長年の経験と幅広いノウハウがあって初めて適切な選択が可能になります。
| 材料クラス | 組成例 | 特徴 | 用途例 |
|---|---|---|---|
| 純金属 | Zn | 防食 | 橋梁 |
| 自溶合金 | FeNiBSi | 高硬度、溶融、気孔率最小 | シャフト、ベアリング |
| 鋼 | Fe 13Cr | 経済性、耐摩耗性 | 補修 |
| MCrAlY | NiCrAlY | 高温、耐食性 | ガスタービンブレード |
| ニッケル-グラファイト | Ni 25C | フレッティング防止 | コンプレッサーインレットダクト |
| Oxides | Al2O3 | 耐酸化性、高硬度 | 繊維産業 |
| Carbides | WC 12Co | 耐摩耗性 | シャフト |
Table 2
図3-溶射皮膜の模式図
溶射の歴史
最初の溶射プロセスは、スイス・チューリッヒ在住のマックス・ウルリッヒ・ショープ博士によって発明されたと一般的に言われています。博士が息子とともに大砲から溶けた鉛を発射して遊んでいた際、壁に鉛が付着していることに気づいたという逸話(おそらく寓話的なもの)が伝えられています。これが事実かどうかは定かではありませんが、1909年にショープ博士は、ワイヤーを溶かして直接基材に吹き付けるフレームプロセスの特許を取得しました。さらに1911年には、電気アークを熱源として用いる第二の特許も取得し、これが溶射技術の誕生とされています。
その後、溶射プロセスは時代とともに進化を遂げました。部品の歪みや熱による影響を心配することなく摩耗した部品を再生できることから、ワイヤーフレームプロセスは第二次世界大戦中の軍事活動において、修理が必要な部品を迅速に再利用するための手段として非常に適していました。戦車や船舶の部品などが、短時間で再び使用可能な状態に戻されたのです。
当時の作業環境を現代の視点で想像するのは難しいですが、図4に登場する作業者は、複数の作業を同時にこなしている一方で、現在では必須とされるPPE(個人護具)が十分に整っていない様子が見て取れます。
それから数十年が経ち、私たちはプラズマ溶射の世界へと進出しました。ある意味で溶射業界の主力技術とも言えるこのプロセスは、粉末製造技術の進歩により、さまざまな特性を持つコーティングの製造を可能にしました。イオン化されたガスから得られるエネルギーを活用することで、多様な材料組成を機能的な皮膜へと変換できるようになったのです。
図5をご覧いただくと、現在の作業者は改良されたPPEを使用していることがわかります。現代の安全基準にはまだ達していないかもしれませんが、少なくとも目を保護するための装備が利用可能になっている点は大きな進歩と言えるでしょう。
図4:20世紀半ばのメテコ社製ガンによるワイヤーフレーム溶射
図5:Metco 3MBガンによる大気プラズマ溶射(APS)
長年にわたる溶射
どの溶射プロセスを選択する場合でも、図4に示されているように、基本的な動作原理は共通しています。材料(通常は、使用するプロセスに応じて粉末またはワイヤー)が熱源に供給され、軟化または溶融した後、熱源およびプロセスガスによって加速され、表面に衝突して「広がりながら凝固」し、コーティングが形成されます。したがって、重要なプロセス変数は粒子の温度と速度であり、これらの要素は、所望のコーティング特性を得るために材料を適切に堆積させる能力に大きく影響します。
溶射プロセスは、長年にわたり、さまざまな課題を持つ多様な用途のニーズに応えるべく進化してきました。幸いなことに、こうした要求に対応できる補完的なプロセスが市場には幅広く提供されています。これらのプロセスは、それぞれのエネルギー源に基づいて分類することが可能です。 溶射とは | Oerlikon Metcoをご参照ください。
溶射技術は今後もさらに進化を続けていくと考えられます。材料、装置、そしてプロセス制御の各分野において、エリコンメテコは、常に挑戦を続けるお客様のニーズにお応えするため、最先端の技術開発に取り組んでまいります。
図4:溶射プロセスの基本原理
© Copyright 2026 OC Oerlikon Management AG
Back to top keyboard_arrow_up